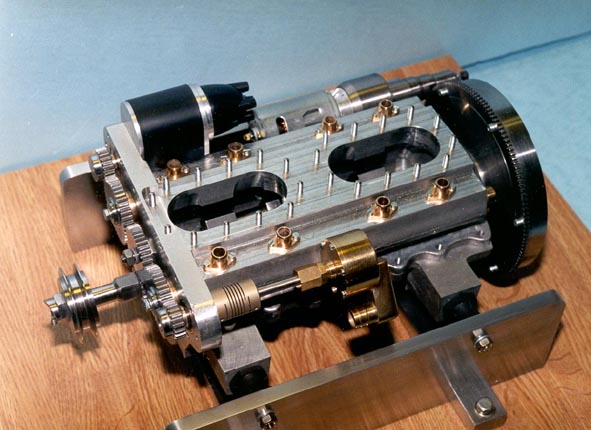
With the chassis and body finished it was time to
continue with the engine. The pictures in my books did not tell me
enough about the internal design of the engine so I was somewhat worried
when I suddenly got the October 1994 issue of the S.I.C.-magazine from
U.S.A. in my hand. / Strictly Internal Combustion - Miniature Engine
Design and Construction /. (See link on last page !)
Robert Washburn the editor of S.I.C. had visited
Edgar L. Roy in Boston in 1989 looking at his famous collection of seven
models of the "real world antique autos". This ended up with
Robert publishing drawings of Edgar L. Roy´s 1/6th scale Simplex
engine.
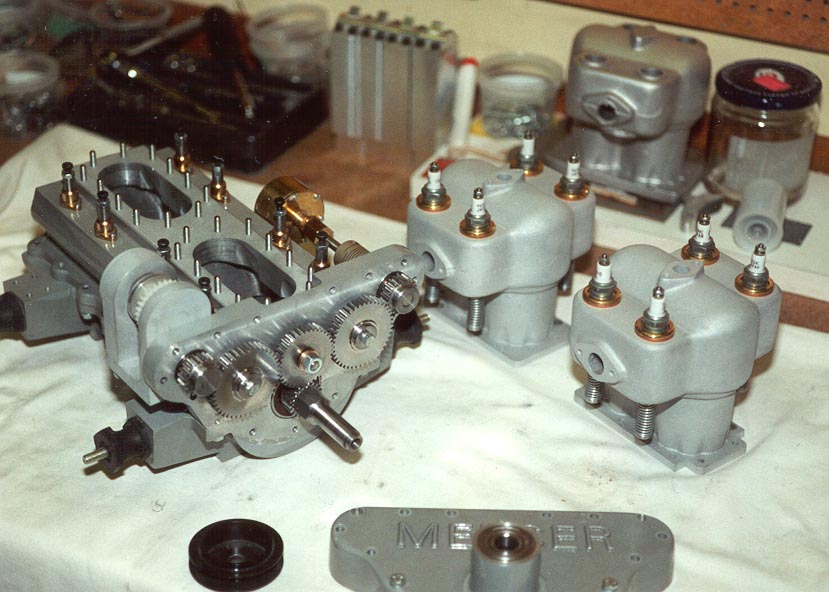
I don´t know the historical facts but the Mercer
engine looks very much like the Simplex engine and the S.I.C. drawings
gave me something to work from.
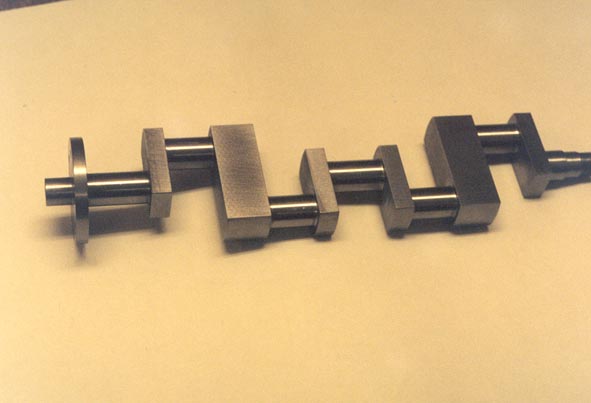
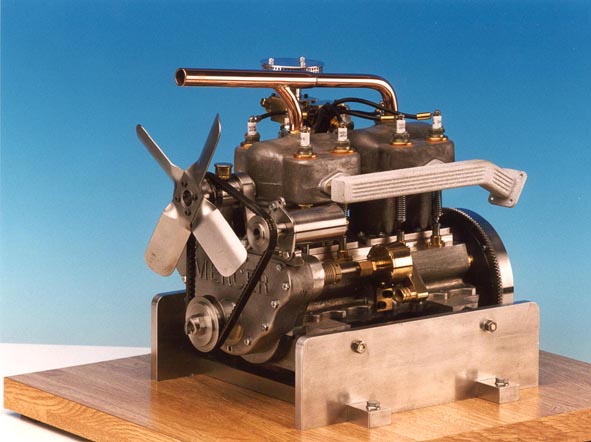
Scaling down the Mercer engine to 40% of the
original size would have meant 320 cc from the 5 litre original. I
decided to stop at 120 cc as I was by no means aiming for speed records
with my Mercer !